The Perfect Match for Drum Packaging! The Round-bottom Aluminum Foil Bag - Your New Choice for Strong & Leak-proof
In the chemical industry, packaging is not only the "outerwear" of products but also the core defense line for quality and safety. Faced with the transportation and storage challenges of special materials such as bucket-packed adhesives, high-temperature inks, and chemical solvents, the limitations of traditional packaging in terms of temperature resistance, sealing performance, and space utilization have become increasingly prominent.
Aluminum foil round-bottom bags (also known as hot melt adhesive inner lining bags, high-temperature resistant ink bags, chemical-specific bags, etc.) are becoming the "new favorite" in the industry packaging due to their innovative structural design and composite material performance.
一、What is an aluminum foil round-bottom bag�����?
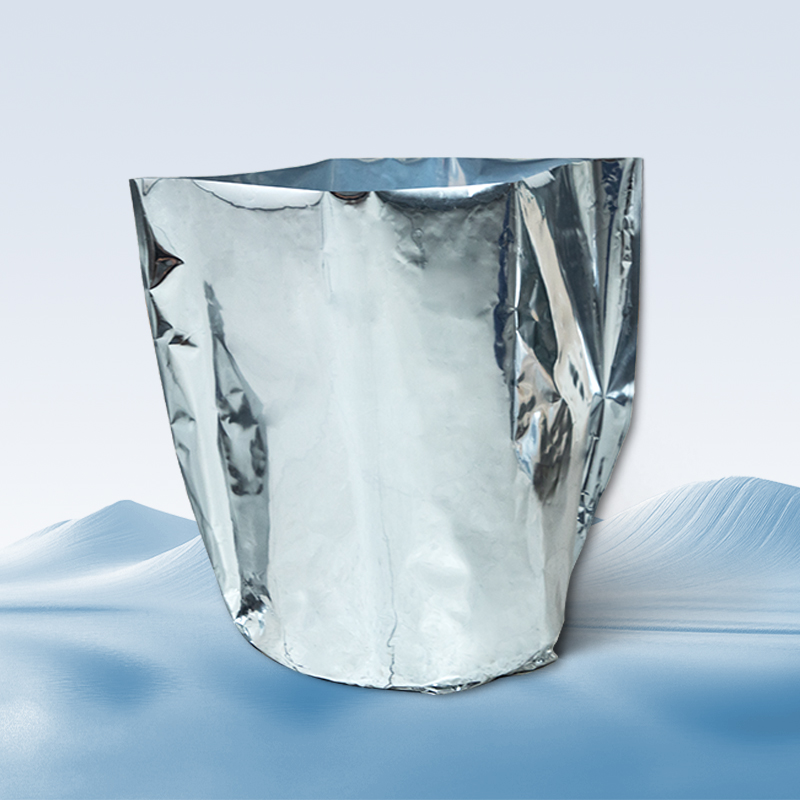
The unique feature of the aluminum foil round-bottom bag lies in its arc-shaped bottom design. This design evenly distributes the weight of the materials, thereby reducing the risk of packaging rupture. The aluminum foil round-bottom bag supports customization of volumes ranging from 2.5 liters to 200 liters, and is flexible enough to adapt to different scenarios.
The aluminum foil round-bottom bag adopts a multi-layer composite structure, such as PET/AL/PE, PET/NY/AL/PE (CPP), etc. Each layer functions in synergy:
Outer layer PET: Wear-resistant and scratch-resistant, supports high-definition printing, and helps with brand customization;
Middle layer aluminum foil AL: Blocks oxygen, moisture, and ultraviolet rays, preventing the contents from oxidizing and deteriorating;
Customized nylon NY: Can be configured according to requirements. Its high tensile strength can meet the process requirements of vacuum packaging;
Inner layer PE/CPP: High barrier coating, significantly enhancing moisture-proof and anti-leak performance.
二��、Four core advantages
1. Wide temperature range protection, stable and reliable
The aluminum foil round-bottom bag can withstand temperatures up to 121°C and as low as -50°C. It can meet the storage and transportation needs of materials in both high and low temperature environments.
2. Round bottom design, double improvement in load-bearing capacity and space utilization
Destructive prevention: The arc-shaped bottom can evenly distribute the weight of the materials, avoiding the cracking problem caused by uneven pressure in traditional flat-bottom bags, especially suitable for viscous, high-weight bucket-type adhesive products.
Space saving: Compared with hard containers, the round-bottom bag can flexibly adapt to irregular storage environments, stack more closely, thereby reducing storage and transportation costs.
3. Strong heat sealing, excellent sealing performance
Adopting high-strength heat sealing technology, the seal is uniform and seamless, achieving triple protection against leakage, puncture and contamination.
4. Extended shelf life, reduced loss
The aluminum foil round-bottom bag has high barrier properties, which can effectively delay the oxidation and deterioration of packaging materials, reducing losses for enterprises and increasing profit margins.

三�、Wide range of application scenarios
Aluminum foil round-bottom bags are not limited to the chemical industry; they have extended to various other industries such as medicine, agriculture, etc., and are the "all-rounder" of modern packaging:
Chemical / Adhesive industry: Safe transportation of PUR hot melt adhesives, silicones, high-temperature inks, color pastes, solvents;
Industrial field: Efficient storage of paints, adhesives, metal processing fluids, liquid fertilizers;
Medicine and health: Moisture-proof and light-proof packaging for tablets, capsules, liquid medications, health foods;
Agricultural field: Long-term preservation of grains, seeds, fertilizer particles;
Special customization: Custom packaging for glass bottles/metal cans and cylindrical containers.

In today's era where efficiency and safety are both prioritized, the aluminum foil round-bottom bags are not merely a packaging product; they are also an "invisible assistant" for enterprises to reduce costs and increase efficiency. From chemical workshops to pharmaceutical warehouses, from agricultural bases to industrial production lines, they are redefining storage standards through scientific design.
XCGS, as a leading manufacturer in the aluminum foil bag industry with over 20 years of experience, integrates design, research and development, production, sales and service. It can provide customers with a complete packaging solution. Contact us immediately to obtain free samples and customized solutions!



































































































 18915559236
18915559236 xcbxa@xcgs.com
xcbxa@xcgs.com